Product Parameters
|
Item |
Specification |
|
Product Name |
Progressive Die |
|
Coil Width |
425 mm |
|
Pitch |
141 mm |
|
Material |
340/590DPD+Z |
|
Thickness |
1.2 mm |
|
Tooling Size |
2520 x 880 x 650 mm |
|
Theoretical Force |
315.7 T |
|
Press Tonnage |
400 T |

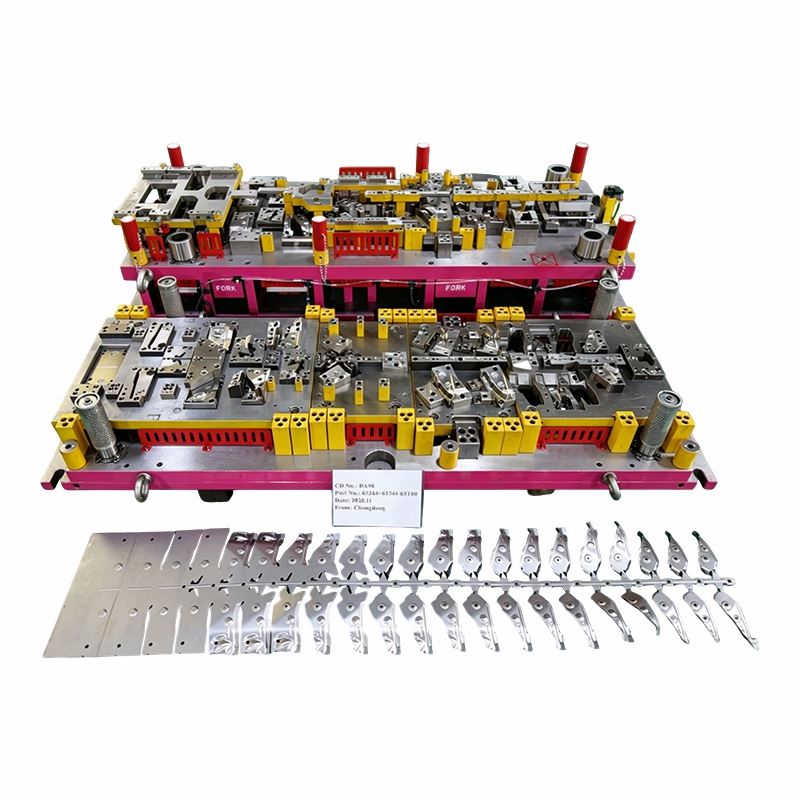
A practical Progressive Die begins with a station-by-station strip layout. The 141 mm pitch must leave enough carrier strength after piercing while keeping the coil stable through later forms. In progressive die operation, pilots should correct feed variation before critical holes or profiles are produced. Cutting and forming loads should be distributed across the strip so the listed 315.7 T theoretical force is not concentrated at one station. This also makes progressive die working conditions easier to tune during tryout. Press shut height, feed line, bolster area, and scrap clearance should be checked against the intended progressive die press before machining starts.
Load-bearing progressive die components should be selected around the material strength, expected volume, and maintenance plan. Guide pillars, lifters, pilots, punches, die buttons, and stripper elements need clear access for replacement. Wear inserts may use D2, Cr8, or another approved die steel, with hardness and heat treatment defined by the customer's die technical standards rather than assumed in advance. Progressive die parts that contact coated sheet also need suitable clearances and polished working surfaces to reduce galling. The die clamping arrangement should match the press bed and allow safe setup without obstructing feeding or sensors.
During the first Progressive Die tryout, the trial strip should be checked at each station instead of judging only the finished part. Hole position, trimming line, bend angle, profile, burr direction, and tool marks are reviewed in sequence. Carrier lift and pilot entry are adjusted before speed is increased. Part dropping off and scrap flow must remain stable; embossed sheet can be used for smooth chutes, and a pneumatic cylinder-driven vibrator can be added where scrap tends to bridge. Sample inspection records provide the basis for the next correction and for production approval.
For an engineering review, provide the 2D drawing, 3D drawing, die technical standards, and press specification. Material grade, coating condition, annual volume, and required inspection report are also useful. Changdong can then compare the proposed strip sequence with the available press and prepare a tooling quotation based on confirmed project data.
Hot Tags: progressive die, China progressive die manufacturers, suppliers, factory





