Product Parameters
|
Item |
Specification |
|
Top / Bottom Plate |
S45C | 1.0503 | N/A | OK |
|
Top / Bottom Parallels |
S45C | 1.0503 | N/A | OK |
|
Upper / Lower Die Shoe |
S45C | 1.0503 | N/A | OK |
|
Die / Punch Pad |
Cr8 | 1.2080 | HRC 46-48 | Alternative: 1.2842 / O2 / 52-54 HRC |
|
Punch Holder |
S45C | 1.0503 | N/A | Alternative: 1.2312 / P20+S / 290-330 HB |
|
Stripper Plate - Big Plates |
Alternative: 1.2312 / P20+S / 290-330 HB |
|
Stripper Plate - Small Plates & Inserts |
Cr8 | 1.2080 | HRC 46-48 | Alternative: 1.2312 / P20+S / 290-330 HB + nitriding |
|
Die Plate |
Cr8 | 1.2080 | HRC 46-48 | OK |
|
Forming + Bending Punch |
D2 | 1.2379 | HRC 56-58 | Tempering: 3 times at 550 C |
|
Trimming + Die Cutter |
D2 | 1.2379 | HRC 58-62 | Tempering: 3 times |
|
Strip Guide Elements |
Alternative: 1.2842 / O2 / 52-54 HRC |
|
Forming Components |
PVD coating | OERLIKON BALINIT LUMENA ADVANCED |

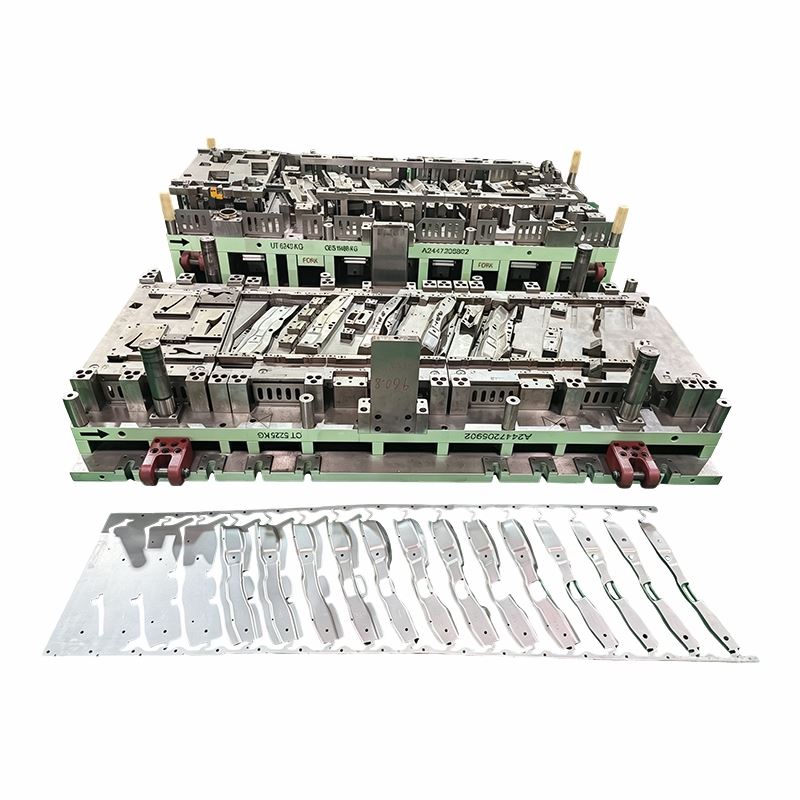
The Progressive Metal Stamping Die uses different materials according to the duty of each component. S45C is listed for the main plates, parallels, die shoes, and punch holder, while Cr8 / 1.2080 is specified for several pads, inserts, and the die plate at HRC 46-48. D2 / 1.2379 is assigned to forming, bending, trimming, and cutting elements at higher hardness. These values should remain traceable through material certificates, heat-treatment reports, and hardness checks. Alternative steels are acceptable only when the die technical standards, dimensions, toughness, and wear requirement are satisfied.
The process route may combine functions normally associated with a progressive bending die, a deep drawing progressive die, and staged cutting. Progressive die forming should not be concentrated in one station when material flow or springback needs gradual control. Draw radii, blank holding, pilot timing, and carrier support are reviewed together. For a progressive sheet metal press die, trimming and piercing inserts should be arranged so burr direction and slug removal are predictable. Hole position, profile, trimming line, and the risk of tool marks are checked on the trial strip before final adjustment.
The specification calls for PVD coating on forming components and identifies OERLIKON BALINIT LUMENA ADVANCED. Coated working areas still require suitable polishing, edge preparation, and lubrication; coating does not correct poor clearance or rough machining. In sheet metal progressive tooling, the highest-wear punches and inserts should be removable and identified for maintenance. The Progressive Metal Stamping Die can also use standard guide and spring components selected from MISUMI or an approved equivalent such as PUNCH INDUSTRY, SANKYO OILLESS, Danly, Dayton, or FIBRO when the customer permits substitution. Before manufacturing release, provide the 2D drawing, 3D drawing, die technical standards, and press specification. Changdong can review the steel schedule, heat-treatment route, station sequence, die clamping, and sample-inspection plan. Any proposed material alternative should be approved in writing before purchase or machining.
R&D Certificates and Tooling Patent Records
A progressive metal stamping die with specified steels, hardness ranges, coatings, and wear components should also present the supplier's R&D and quality background. The document module can include ISO 9001, export qualification records, high-tech enterprise certification, and patents covering forming components, trimming structures, strip-guide devices, or multi-process die assemblies.
For this Progressive Metal Stamping Die, the certificate content reinforces material traceability and maintenance planning. It also helps buyers verify that coating choices, heat-treatment control, component substitution, and sample-inspection records are handled within a documented engineering framework.


Hot Tags: progressive metal stamping die, China progressive metal stamping die manufacturers, suppliers, factory





