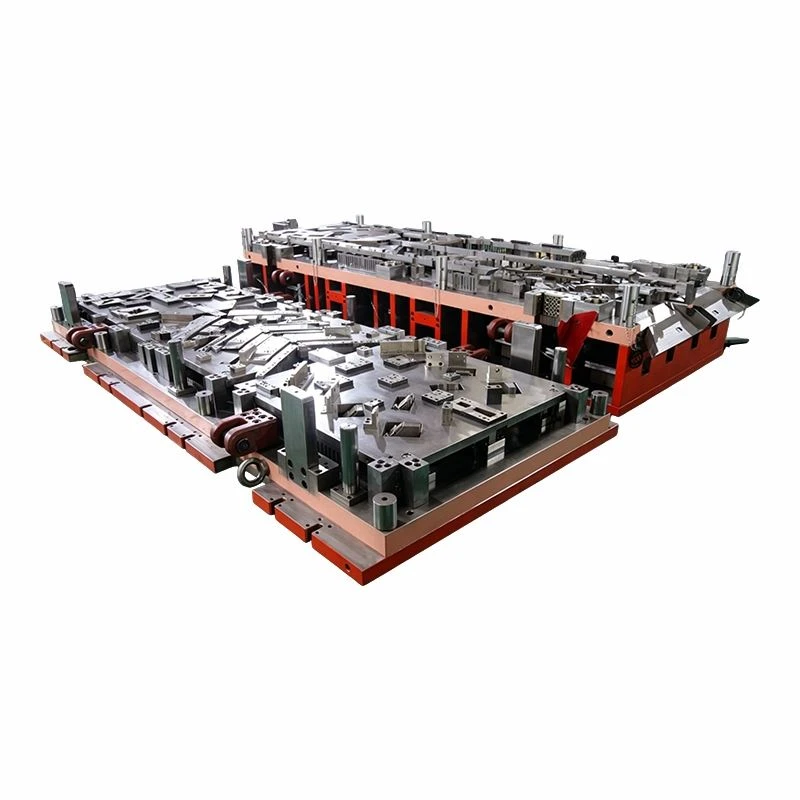
Product Parameters
|
Item |
Specification |
|
Product Name |
Progressive Stamping Die |
|
Part No. |
1T6_035_209_A |
|
Raw Material |
VW 50065 / CR3-GI40/40 |
|
Blanking Size |
1T x 298W x 101P |
|
Material Utilization Rate |
52.6% |
|
Tooling Size |
1700L x 700W x 550H |
|
Press Tonnage |
400T |
|
Cutting Force |
35T |
|
Forming Force |
43T |
|
Stripper Force |
9.7T |
|
Total Force |
87.7T |

The Progressive Stamping Die should separate blanking, piercing, forming, and cutoff steps according to the part geometry rather than forcing too much work into one station. The 101 mm pitch gives the strip designer a fixed reference for pilot spacing and carrier bridges. Although compound die stamping can complete several cuts in one stroke, a progressive layout is usually more suitable when the part needs staged forming or controlled movement between operations. The strip should support the progressive stamping parts until the final station, with enough stiffness to prevent twist while avoiding unnecessary scrap.
The stated total working force is 87.7 T, made up of 35 T cutting force, 43 T forming force, and 9.7 T stripper force. These figures must still be reviewed against off-center load, die height, feed direction, and the actual progressive die stamping press curve. A 400 T progressive stamping press offers nominal capacity, but capacity alone does not confirm compatibility. Bed size, shut height, stroke, speed range, feeder position, and die clamping points should be checked before release. For metal die stamping with coated material, clearance and lubrication also affect force, burrs, and surface condition.
During tryout, the Progressive Stamping Die is run first at low speed. Engineers inspect pitch accuracy, pilot entry, carrier lift, hole position, bend angle, profile, and cutoff stability at each station. The 52.6% utilization rate can be reviewed again if a strip change is proposed, but material saving should not weaken the carrier. Sensors may be considered for misfeed, buckle, or part-out detection. Stable dropping off and scrap discharge are confirmed before the tool is approved for normal production.
Progressive Die Patent and Quality Support
Progressive stamping die projects benefit from patents and certificates that relate directly to continuous feeding, station sequencing, cutting stability, forming control, and reliable part discharge. The module can include ISO 9001, export operation records, high-tech enterprise certification, and selected patent certificates for progressive or multi-station die structures.
For buyers reviewing a Progressive Stamping Die, this section links the strip-layout discussion with evidence of repeatable process management. It also supports supplier evaluation when the project requires long-run production, controlled pitch accuracy, documented tryout samples, and maintainable die components.


FAQ
Hot Tags: progressive stamping die, China progressive stamping die manufacturers, suppliers, factory





