A tandem press die line begins with the operation split: draw, redraw or restrike, trim, pierce, flange, and final calibration as required by the part. The slowest operation normally sets the practical line rate. Handoff direction and part orientation must suit the press spacing and the chosen robot or mechanical transfer; the actual handling method should be confirmed rather than assumed. Enough clearance is reserved for pickup and for safe access during die change. Where several presses are involved, bolster alignment, aisle space, and guarding can limit the practical handoff path. Those restrictions belong on the tooling layout, not in a late installation note.
Sheet metal tandem die work is sensitive to accumulated variation. A flange made slightly high in one operation can shift the locator in the next, changing hole position or the final profile. Intermediate datums should therefore be intentional and measurable. Springback is reviewed after the operation that creates it, not only at final inspection. For visible panels, contact pressure and sliding direction are controlled to limit tool marks. Sample checks between operations help isolate the source of a dimensional change.
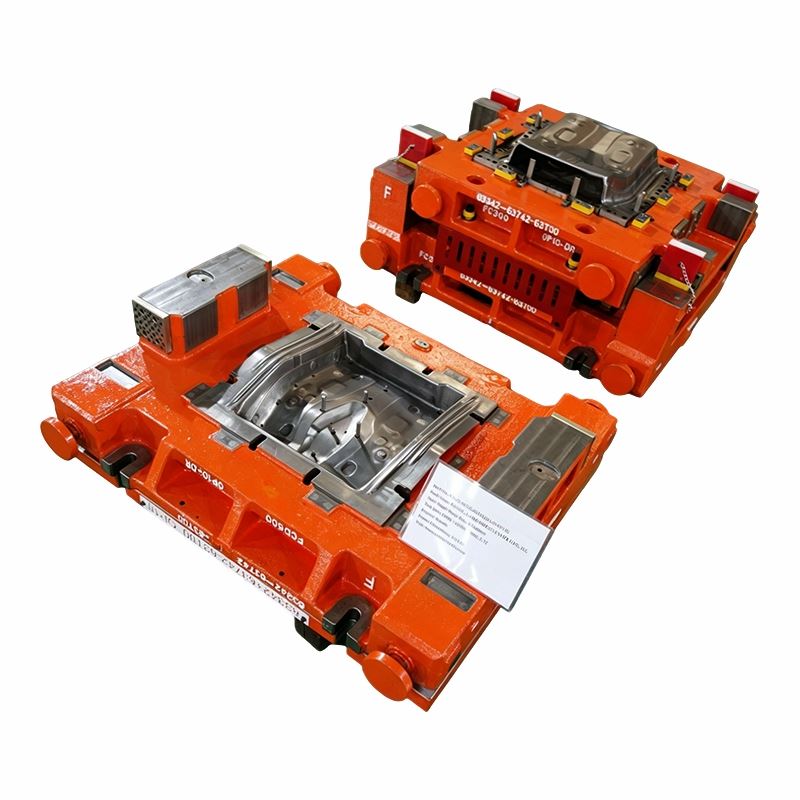
Tandem die components should match the duty of each operation. Drawing sections may require tough, polished inserts, while trim and pierce stations use wear-resistant cutting steels with specified heat-treatment hardness. During tandem die assembly, shut-height references, die clamping points, lifting features, and sensor brackets are checked across the line. Common wear items should be accessible and, where the customer standard permits, built around replaceable standard parts rather than custom pieces that are difficult to source.
Before the line is released, buyers should supply the press specification, the applicable die technical standards, and both the 2D drawing and 3D drawing. The review should also cover material, press spacing, handling equipment, target volume, and inspection datums. Changdong can then prepare a station plan and tryout schedule tied to the actual line conditions. Trial parts should be identified by operation so a change can be traced back to the die that created it.
Certification and Multi-Stage Tooling Evidence
Tandem die programs are normally reviewed as a complete press-line process, so the certificate area can be used to show both quality-system discipline and technical development. Suitable supporting documents include IATF 16949 for automotive tooling work, ISO 9001 quality certification, high-tech enterprise recognition, and patents related to multi-station forming, trimming, lifting, or integrated die structures.
For a Tandem Die, these records help buyers evaluate whether the supplier can manage independent tools as one controlled sequence. They also support discussions about line tryout, inter-operation sample tracking, press matching, die maintenance, and repeatable approval after each station has been adjusted.


Hot Tags: tandem die, China tandem die manufacturers, suppliers, factory





