Product Parameters
|
Item |
Specification |
|
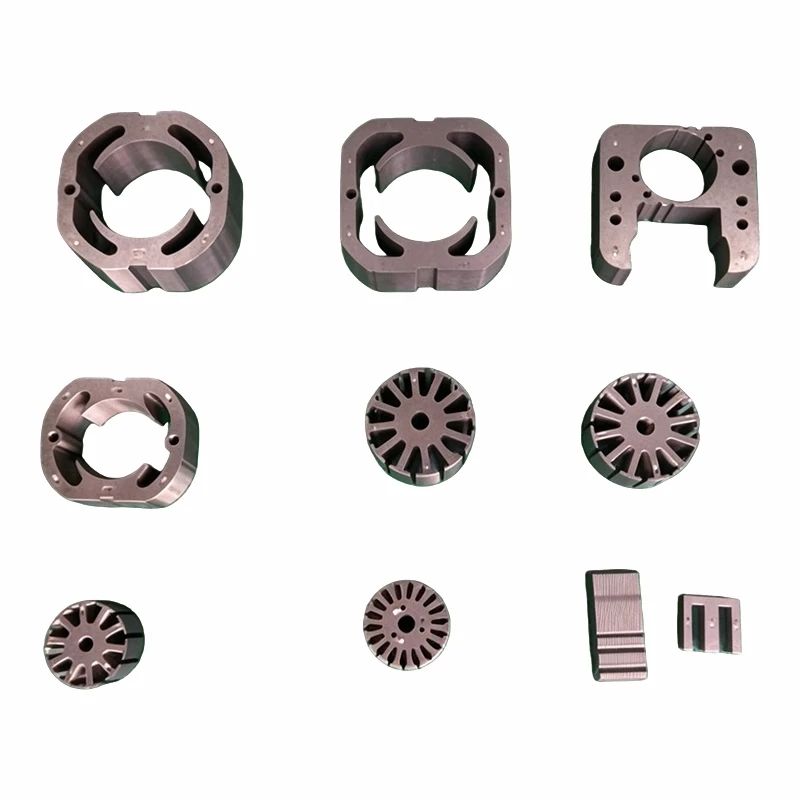
Product Name |
Metal Stamping Part |
|
Application |
Motor Stator / Rotor Lamination |
|
Part Material |
Silicon Steel Lamination |
|
Thickness |
0.35 mm |
For a Metal Stamping Part used in an electric motor, the die must hold the inner and outer diameters, slot geometry, and indexing features from stroke to stroke. Burr height should be specified rather than judged only by touch; excessive rollover can open the stack or damage insulation. The same controls used for fine blank stamping may be discussed during feasibility, but conventional precision blanking is often the practical route for 0.35 mm silicon steel. Clearance, punch support, stripper pressure, and sharpening intervals should be set from the actual grade and coating.
Cold metal stamping suits serial lamination production because the profile is created without thermal distortion. Prototype quantities may begin as low volume sheet metal stamping, followed by a dedicated high-speed tool after geometry and stack behavior are confirmed. Buyers comparing metal stamped products should look beyond piece price: strip utilization, press speed, tool maintenance, and the method used to control loose slugs all affect the delivered cost. Different metal stamping industries also set different limits for burr direction, interlock features, and inspection frequency.
Inspection normally covers profile dimensions, hole position, flatness, burr height, coating damage, and sample stack thickness. If interlocks, skew, or weld notches are present, their function should be reviewed on assembled laminations rather than on one loose piece. Changdong can assess the Metal Stamping Part from the 2D drawing, 3D drawing, die technical standards, and press specification. Annual volume, required inspection reports, material source, and packing method are also useful because thin laminations can distort in bulk handling. A trial lot should be approved before the production schedule and sharpening plan are fixed.
Loose laminations should be collected without bending the teeth or rubbing away the insulating surface. If the customer stacks parts automatically, orientation and separator method should be agreed during sampling. Packaging should limit movement inside the tray or box, and inspection records should link each lot to the material certificate and the tool-sharpening status used for production.
Quality Certification for Lamination Stamping
For a metal stamping part used as a motor stator or rotor lamination, Changdong can display ISO 9001, High-Tech Enterprise certification, and a patent for automatic blanking and punching mold equipment. These documents align with the needs of silicon-steel lamination work, where burr height, edge condition, profile accuracy, and stacking behavior must be monitored consistently. The ISO certificate supports lot traceability, incoming material review, and inspection reporting. The high-tech certificate and automatic blanking patent reflect practical development experience in repetitive punching and controlled part release. This evidence helps customers review the supplier's ability to manage thin electrical steel, protect coating condition, and maintain stable dimensions during repeated stamping and packaging.


Hot Tags: metal stamping part, China metal stamping part manufacturers, suppliers, factory





